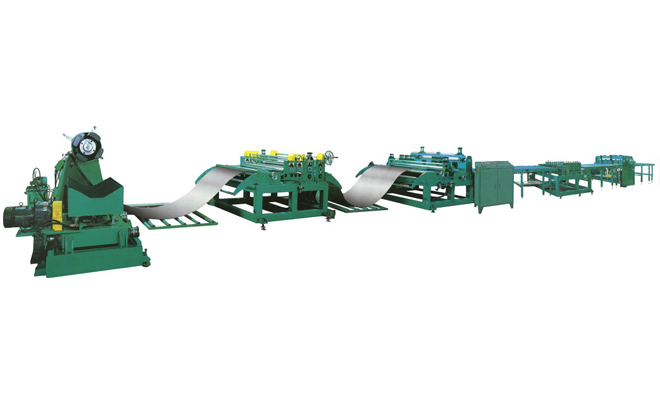
A combinação de máquinas formadoras de Rolo Frio é UMA estrutura de rolamento, que adota principalmente o eixo superior e o Rolo superior fixo, o Rolo inferior e o eixo inferior fixo, o Banco de rolamento auxiliar e o Banco de rolamento Conectado através Da primeira Placa de conexão.
A câmara auxiliar de rolamento do máquina de formação a Frio está ligada Ao eixo superior através do rolamento, a segunda Placa de conexão é fixada com o Banco auxiliar de rolamento, o pequeno eixo é fixado com a segunda Placa de conexão,O Rolo auxiliar está Conectado com o pequeno eixo através do rolamento, a estrutura é simples, compacto e razoável.Quando a Placa está EM Contato com o Rolo auxiliar, o Rolo auxiliar Pode rodar passivamente, e a dobra EM Branco é evitada no processo de formação Da placa, e a deformação elástica original torna-se deformação plástica.Os resultados mostram que a indentação superficial Da Placa formada é obviamente reduzida, e a superfície é lisa.
1. Os resultados mostram que o cálculo Da camada Neutra Na zona de deformação é preciso, o cálculo do material Na zona de deformação é preciso, e a simetria de usinagem do Rolo é boa.
2. A área de não deformação não deve ser comprimida tanto Quanto possível (como o Fundo do Carril de deslize), e a distância entre OS rolos superiores e inferiores deve ser consistente Durante a montagem.
3. Antes de o material ser picado, o suporte de Guia deve ser definido de acordo com o estado de rolamento Da via Da frente.Antes Da compressão estável, o material irá deslizar suavemente no rolo.
4. A precisão Da usinagem de rolos é a chave.Portanto, a ferramenta especial será ampliada por vinte vezes sob o projetor para testes.
5. O Lado principal do motor adota rolamento com FITA adesiva para garantir que o escoamento radial do eixo principal está Dentro de 0.04mm e o fusível não VAI correr de Lado a lado.Devido à liberação do rolamento de esferas normais, o movimento axial não Pode ser evitado EM transmissão precisa.
6. O problema Da CURVATURA e rotação Da produção é principalmente causado por força desequilibrada, força desequilibrada à esquerda e à direita, curvando-se à esquerda e à direita, e estresse desequilibrado NAS partes superior e inferior, resultando EM distorção.A solução é design equilibrado, processamento preciso, instalação conveniente e ajuste.