1. Uncoiler
O descodificador é geralmente UMA estrutura Da cabeça única, que adota a estrutura do cantiler.A estrutura de expansão e contracção de Quatro Barras irá apertar o buraco interno Da bobina de aço, e então instalá-lo no descodificador para liberar e apertar automaticamente por pressão elétrica e hidráulica (o acumulador mantém pressão para garantir que a bobina não irá afrouxar Durante a operação).A FIM de facilitar o funcionamento e o controlo automático Da Velocidade de alimentação, é necessário adoptar o controlo Da conversão Da frequência, adoptar um mecanismo de frenagem pneumático e iniciar e parar o controlo do interruptor fotoeléctrico.
A base de máquinas formadoras de Rolo do , fornecedoras de máquinas, , é um mecanismo de solda de placas.Geralmente, existem dois conjuntos de dispositivos de pressão para garantir a utilização de bobinas positivas e negativas SEM bobinas soltas.
O separador de cabeça única está equipado com um carrinho de alimentação, que Reduz o tempo de atracagem de dois rolos e melhora a eficiência Da produção.E o desenho de rolos estreitos deve ter um dispositivo anti-dumping.
2. Máquina de Lideração e Alimentação
É USADA principalmente para o Corte Da cabeça do material Da folha, a pinça Durante a soldadura, o Ajuste Da cauda do material Durante a soldadura, e o descodificador para puxar o cinto de aço para a Frente no modo de DESCARGA activa.É composto principalmente por um dispositivo orientador, um Rolo de pressão, um redutor de motor e UMA base de transmissão.
3. Dispositivo de protecção DOS botões de protecção
A soldadura do cabeçote adota semi-automática, nomeadamente cortar a cabeça (cauda), e o posicionamento do material é manual.A principal função do dispositivo é importar a Tira de aço não revestida e cortar a cabeça e a cauda Da Tira de aço, alinhar e comprimir a junta Da cabeça e Da cauda do metal Da folha, e geralmente USAR gás argônio para PROTEGER o processo de solda.
4. Compressor
Geralmente, a arqueação do compressor é determinada de acordo com a força de festação.O compressor é muitas vezes equipado com sistema de alimentação servo para satisfazer a precisão de alimentação do comprimento do Produto unit ário.E a precisão geral é controlada EM 0.5 mm por peça.
.5. Máquina de moldar
O Corpo principal Da unidade de moldagem geralmente USA um motor servo para fornecer Energia para garantir a precisão Da moldagem.O motor servo está Conectado EM série com o redutor de engrenagens de verme.A Velocidade do motor e a razão de redução Da engrenagem do Verme são determinadas PELA Velocidade de moldagem.O sistema pneumático hidráulico Pode satisfazer as necessidades de posicionamento e fixação de ferramentas rápidas.O dispositivo de paragem de emergência Pode puxar a Linha para parar o equipamento Quando o Pessoal Da comissão cometer erros.O dispositivo de medição de comprimento é utilizado para medir o comprimento de alimentação Como método de posicionamento EM Bruto para o corte.O sistema de arrefecimento Pode arrefecer OS rolos e cintos de aço que geram calor Durante o processo de formação.O dispositivo de detecção de fibras ópticas é geralmente utilizado Como base de Corte de tamanho fixo.O molde de formação Pode ser rolado.
6.Dispositivo de formação EM Arco (Opcional)
Para tiras de produtos que precisam ser formadas com radiano de CURVATURA igual ou desigual, é necessário formar um dispositivo de formação EM arco.A parte de Arco inclui um dispositivo de rolamento de Arco e um dispositivo de potência de arco.O dispositivo de rolamento de formação de Arco inclui um dispositivo de CURVATURA de três pontos, formando UMA espátula de Roda giratória e um dispositivo de formação de Arco de CURVATURA variável.O dispositivo de for ça de Arco fornece assistência energética para o arco.
. Post-Shaping Part
Post-shaping geralmente inclui dois conjuntos de prensas perfurantes.A alimentação é fornecida PELA unidade de formação para completar OS processos de perfuração, aparagem e prensagem após a formação de rolo, que Pode realizar a integração Da automação e processo.
. Mecanismo de Corte
O mecanismo de Corte completa a remoção do produto.Geralmente, a precisão de Corte Precisa alcançar± 0.5 mm, e a Altura Da burrada deve ser inferior Ao valor exigido.
.Dispositivo de codificação
O dispositivo de codificação geralmente inclui UMA Correia transportadora, um braço robô e UMA caixa de armazenamento.Depois que o mecanismo de Corte é cortado, o Produto Cai Na Correia transportadora, e o braço robô coloca o Produto Na caixa de armazenamento.
10. Outros
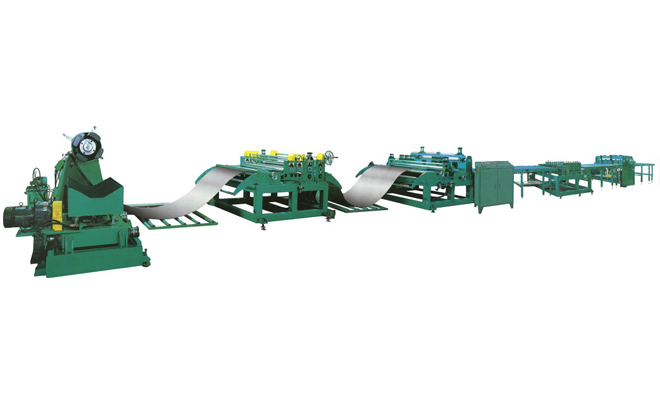
A unidade de produção contínua EM forma de Rolo é geralmente composta pelas partes acima mencionadas, que podem realizar um Alto Grau de automação e modo de produção de processo contínuo.Parte DOS produtos laminados de secção transversal fechada necessita de adicionar um soldador a laser Ou um soldador DC roll para Soldar a área fechada.O dispositivo de perfuração não-padrão Pode integrar perfuração, prensagem, aparagem e outros processos no processo de formação de rolamentos para algumas pequenas estruturas de área.